Tournage et meulage avec compensation de température
Les pièces tournées avec précision avec des tolérances de diamètre
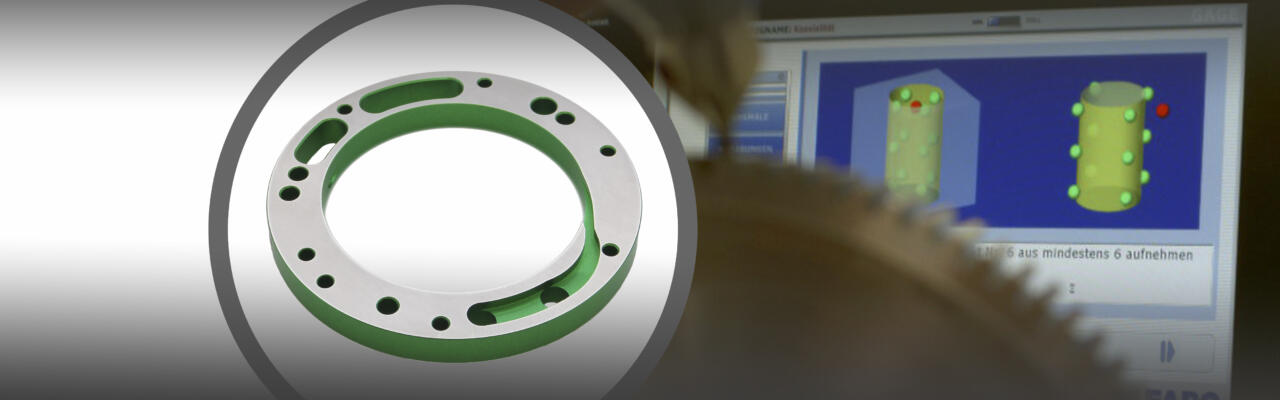
Notre pièce tournée en aluminium est à paroi mince, présente des contours complexes et très précis et le diamètre ø40 a une tolérance de 0/-0,008. A une différence de température de 10 ° C, ce diamètre change théoriquement de 0,009 mm. Cela signifie que la tolérance disponible a déjà été dépassée.
Nous avons trouvé une solution pour cela. Le coefficient de dilatation thermique peut être utilisé pour calculer combien une mesure change à une différence de température de 10 ° C, du moins en théorie. La pratique et divers tests nous ont montré que la théorie n'est pas exactement correcte avec un anneau à paroi mince mais nous donne une valeur approximative. Les équipements de mesure utilisés dans le même environnement avec la même température que les pièces tournées en aluminium changent différemment en raison des différents coefficients de température de l'équipement de mesure et du bloc de jauge (en tant que norme d'étalonnage) pour la pièce à usiner. La dimension finale d'une longueur de 40 mm en métal dur ne change qu'environ 0,002 mm à une différence de température de 10 ° C. Nous ne pouvons donc pas non plus nous fier à cette mesure.
La seule chose qui se comporte exactement de la même manière à des températures différentes que nos pièces tournées en aluminium est exactement la même pièce tournée fabriquée dans le même matériau. Pour cette raison, nous utilisons des pièces identiques comme pièces de comparaison. En fonction de la mesure, nous faisons mesurer ces pièces de référence par un laboratoire de mesure à 20°C puis cette pièce sert d'étalon d'étalonnage pour nos équipements de mesure en laboratoire de mesure et en production. Nous voulons aller de manière sûre et mesurer deux fois les pièces nouvellement usinées. Une pièce de référence servant d'étalon d'étalonnage, ainsi que la pièce à mesurer et l'équipement de mesure correspondant, tel qu'un micromètre intérieur et un micromètre extérieur, se trouvent dans notre cave à vin mal utilisée à 20°C. De même, il tourne directement sur la machine lors du tournage ou du meulage, où la série tourne et ce diamètre exact est mesuré à 100% sur la pièce tournée. Là aussi, une pièce de référence est disponible pour une mesure comparative avec l'équipement de mesure associé. Comme les pièces tournées agissent comme des pièces de référence à différentes températures de la même manière que les pièces nouvellement usinées, les mesures de comparaison sont très précises et les écarts de mesure sont mesurés de manière fiable.
Le chemin vers la production fiable de nos pièces tournées et de nos pièces de meulage est spécifique à chaque pièce et nous sommes habitués à emprunter de nouveaux chemins encore et encore. C'est la seule façon dont nous pouvons nous développer et resterons à l'avenir un partenaire d'approvisionnement fiable pour nos clients.
L’auteur

André Hug
Chef du département du contrôle de la qualité
Tel. 062 956 20 38
qpruefer@moser-ingold.ch